| 工作原理:
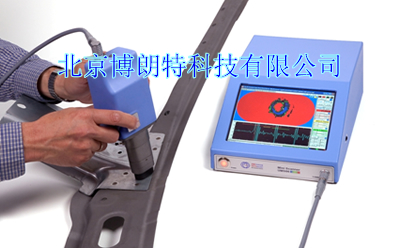
MiniScanner便携超声C扫描仪是一种超声检测设备,将从被测工件接收到的超声信号转换为彩色图像。
系统由主机及扫查器组成。主机为基于Windows 7的计算机系统,硬件包括有超声单元及系统控制单元,装有MiniScanner专用USPC C扫描软件。 |
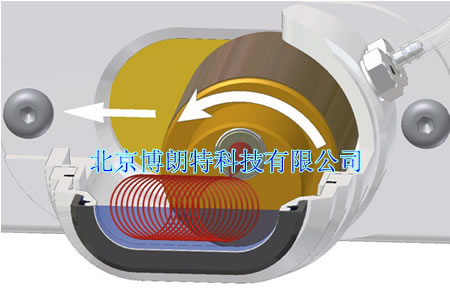
扫查器前端是一个水腔,水腔中装有水浸聚焦超声波探头,检测时水腔中加注水,作为超声耦合剂,水腔的最前面是可更换直角扫查头或带反射镜的扫查头,扫查头上有带膜的固定套,以防止水腔中的水流出。膜是特殊材料制作的,超声波在膜中的穿透性很高,只会产生很少的声反射。
工作时将在被测区域(可检区域10x20mm)涂上少量的胶状耦合剂,将扫查器放在待检区域,使膜和被测区域耦合良好,按下启动键,扫查器内的超声波探头在扫查器水腔内作螺旋式移动,在扫查时间(约4秒)内,探头将移动覆盖整个10x20mm的扫查区域。探头发射的超声信号,通过水腔中的水,穿透膜,进入被测工件,遇到如气孔、裂纹或分层等缺陷或工件底部时将反射回来,探头接收反射回来的超声信号。 |
|
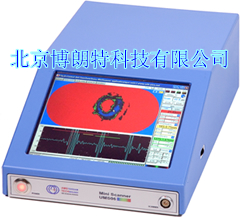
扫查过程中,探头在扫查区域内螺旋式移动,直到覆盖扫查区域。被测件的材料结构改变会产生相应的信号。通过将反射的波形彩色可视化,可以分析被测工件材料的结构及形式,如发现焊接缺陷并对焊接区域进行测量。
每个扫查点的超声信号称为 A-扫描,生成的彩色扫查称为C-扫描。 |
| C扫描图:
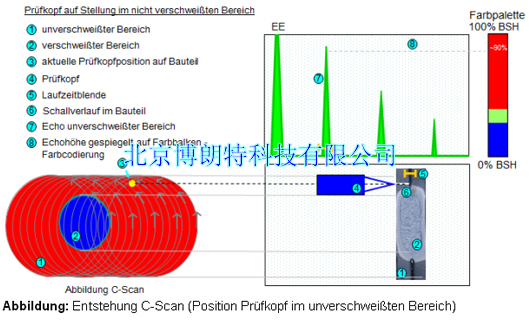
下面两图显示MiniScaner点焊检测中超声检测点的生成原理。
在下面的第一个图中,扫查头中的探头不在焊接区域(3)。因此,超声波进入工件碰到第一层板底部后返回。在闸门监视范围内,产生回波,其波幅约为90%屏幕高度,因此,探头检测的此点在C扫描图中为红色。 |
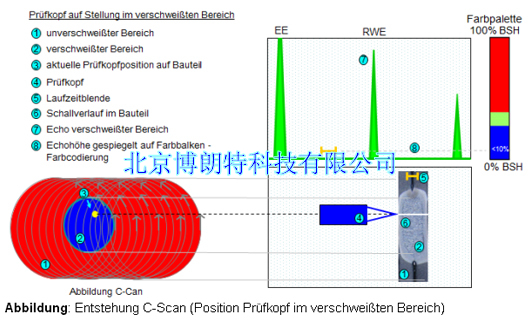
在下面的图中,扫查头中的探头在焊点区域。因此,超声波进入工件,穿透焊接区域进入第二层板底部后返回。在闸门监视范围内,没有回波。因此,探头检测的此点在C扫描图中为蓝色。
所有扫查点信息汇合即生成C扫描图像。 |
| 可以通过设置闸门来显示接收到的被测工件某一深度的回波波高。闸门的开始位置由红色的触发闸门决定。闸门为黄色(或绿色),在A扫描露天中以水平线表示。波幅超过或低于黄色(或绿色)闸门的信号用颜色表示。因此,可以计算出闸门范围内最高波幅。闸门范围内最高波幅以和和全屏比较,以百分比的形式由彩色条进行评估 (例如:蓝色表示回波波幅小,红色表示回波波幅高)。在扫查头中探头移动过程中,对每个检测点的回波波幅都有相应的彩色点记录下来。所有像素点加在一起即生成C扫描图。分辨率是100x200像素点。在C扫描图中,按下鼠标,十字光标对应位置的每一个像素点的A扫描图形即可显示出来。为了检测工件不同深度范围,需要调整闸门,按C扫描按钮即可生成新的C扫描图形。扫查过程中,所有超声数据都进行了数字化(有100x200=20000幅A扫描图形),因此,可以对C扫描图形进行测量。 |
|